

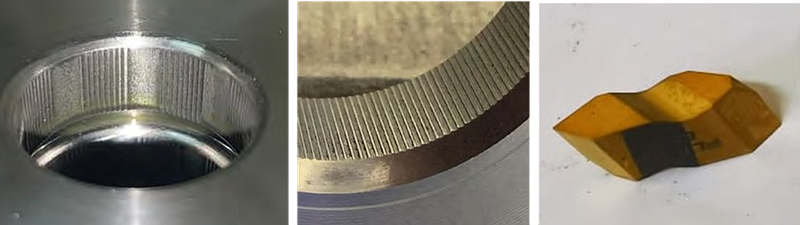
Fig 1: Ferrule of $500 and $1,000 (left and center). Threading insert (right).
The Colombian Mint (Fábrica de Moneda) has received an award from the Colombian government for technical innovation, in recognition of the development of a new technique that enabled the continuing production of the country’s two highest denomination coins, despite the breakdown of a key piece of machinery just before the pandemic struck that prevented it being repaired.
The machine in question was the Penetration Electrical Discharge Machine (EDM), essential for manufacturing the ferrules and grooving inserts needed to produce the bimetallic $500 and $1,000 coins. The Mint overcame this setback by developing new methods for the manufacture of these tools. The successful outcome not only allowed the Mint to fulfil its production programme but also to reduce costs and manufacturing times. In addition, there were sustainability benefits (less use of resources) and improvements in the minting process.
In the manufacture of circulating coins, the metal blank is stamped (minted) using tools that define the characteristic features of the face and seal of the coin, the indentations on the rim and the final adjustment to the specified diameter, using a tool called a ferrule. In the case of the core and ring assembly of the $500 and $1,000 coins, there is a prior requirement to make a groove in the edge of the core by means of a tool called a grooving insert (or grooving die).
The manufacture of ferrules and inserts is carried out in the Mint’s tool shop using the EDM. In 2020, this machine broke down, but due to the pandemic it was neither possible to acquire the spare parts nor bring in a specialised maintenance engineer to repair it. In order to meet the required production volumes for the two coins, the Mint decided to develop an alternative procedure for the manufacture of ferrules and grooving inserts.
Given the machines and equipment available, the Mint determined that the course of action most likely to succeed was to use the computerised numerical control (CNC) machine for the manufacture of ferrules, and the machining centre’s conventional lathe for the manufacture of the grooving inserts.
Ferrules manufacturing – the material used to make the ferrules is disc-shaped with a hole in the centre which determines the diameter of the coin and the indentations on the rim of the $500 or $1,000 denominations. The indentation is obtained using interchangeable threading inserts (see Fig 1 above), mounted on a device enabling it to be coupled on the CNC lathe. This requires drawings made in CAD (Computer Aided Design) software and programming language for the CNC lathe.
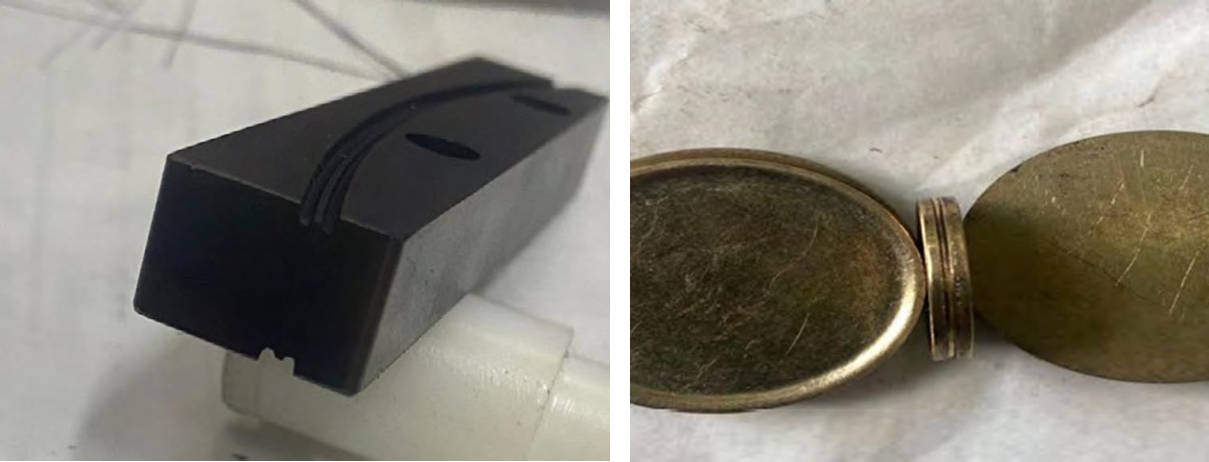
Creation of grooving insert – the material used to make the grooving insert has a ring shape, which is grooved on the conventional lathe. Then, in the machining centre, using CAD software and a programming language, it is cut into nine sections that correspond to each insert (Fig 2).
Using these procedures, the following results were achieved:
a. Reduction of manufacturing times. The EDM requires 4-5 hours to produce a ferrule, while using the new process a ferrule of $1,000 is made in 50 minutes and a ferrule of $500 in 90 minutes, a time reduction of around 80% and 70% respectively. The process for making grooved inserts was reduced by 68%, from 8 hours to 2.5 hours per insert.
b. Costs reduction. A significant reduction was achieved in the inputs and in the cost of the labour used due to the shorter duration of the processes. In particular, the EDM process requires an electrolytic copper electrode costing approximately $74,000, and each electrode produces only around 20 ferrules and two inserts. The threading insert, which is used to manufacture the ferrules, has a cost of close to $53,000 and enables up to 200 ferrules to be manufactured.
c. Sustainability. The EDM process requires a constant flow of water in its operation (4-5 hours) whereas the CNC lathe, machining centre and the conventional lathe do not use any water. Additionally, by reducing manufacturing times, energy consumption is reduced. (Colombia is a world leader in biodiversity and environment protection and in 2019 the Mint received another innovation award for the installation of a new water reduction and purification system).
d. Continuity of the minting process. The indentations on the coins is a security element and the grooving is for functionality. By implementing the solutions described to produce the ferrules and grooving inserts, the mint was able to meet its production program for the $500 and $1,000 coins.
e. Process improvements. A longer useful life of the ferrules was achieved due to the improvements in the surface finish and in the geometry by the new method (the average durability of each ferrule is 2.5 million pieces). In addition, there was a decrease in the formation of burrs or imperfections on the rim, improving the quality of the coin. As for the inserts, the standardisation of their geometry was facilitated by batch manufacturing.
There is a saying that ‘necessity is the mother of invention’. In the Colombian Mint’s case, it was necessity that prompted the development of an altogether more successful set of processes, earning it the recognition from the government and the continuing production of the $500 and $1,000 coins.


